



Esteiras Transportadoras: Otimize a logística interna da sua empresa
Saiba mais sobre as esteiras transportadoras
Data: 11/Setembro/2025
Tempo de leitura: 3 min
Explore o artigo:
- 1.O papel das esteiras transportadoras
- 2.Componentes e tipos de esteiras transportadoras
- 2.1.• Cobertura superior
- 2.2.• Carcaça
- 2.3.• Roletes livres
- 2.4.• Motorizadas
- 2.5.• Transportadoras curvas
- 2.6.• Lona
- 3.Quais as vantagens das esteiras transportadoras?
- 4.Dentre as diversas vantagens das esteiras transportadoras, podemos destacar:
- 4.1.Agilidade de movimentação
- 4.2.Eficiência e produtividade
As esteiras transportadoras podem facilitar e muito a logística de uma empresa. Por facilitar o transporte de carga e matérias-primas durante o processo produtivo, são consideradas indispensáveis.
Uma esteira transportadora de qualidade, gera diversos benefícios operacionais, para diversos processos industriais, não só em produtividade, mas também em economia de mão de obra, locação de equipamentos de movimentação de carga e muito mais.
O papel das esteiras transportadoras
Trabalhar com equipamentos de transporte para cargas e produtos em um ambiente operacional é a solução ideal para quem deseja implementar uma intralogística eficiente. A intralogística é um planejamento de todas as atividades da produção, como o recebimento e armazenamento de materiais, o abastecimento das linhas de produção e a movimentação de produtos e matérias-primas.
As esteiras transportadoras se enquadram na movimentação de produtos e insumos. Elas são responsáveis pelo deslocamento de materiais de maneira rápida e eficiente.
O uso de esteiras transportadoras, auxilia nas estratégias quando o assunto é ganho de produtividade, fazendo que seja possível mapear processos para posicioná-las de maneira estratégica, integrando com outros equipamentos de produção e movimentação.
Componentes e tipos de esteiras transportadoras
Uma esteira transportadora é composta por diversos dispositivos. Sendo eles, responsáveis pelas tarefas que vão permitir a movimentação de materiais de forma eficiente e produtiva.
• Cobertura superior
É uma cobertura resistente a abrasão, a diversos tipos de materiais oleosos e temperaturas diferentes. Sua função é proteger a embalagem dos produtos em transporte.
• Carcaça
Toda esteira transportadora possui uma carcaça. Geralmente ela é confeccionada em aço carbono, aço inox ou alumínio, ela é responsável por ser a estrutura de sustentação, onde vão ser colocadas as mantas, correntes, roletes, engrenagens etc.
A carcaça de uma esteira transportadora é fabricada com matérias-primas que garantem um reforço para maior resistência aos processos produtivos durante o transporte.
O mercado também oferece diversos tipos de esteira transportadora. Cada um é voltado para a necessidade da operação.
• Roletes livres
Um dos modelos mais utilizados, as esteiras transportadoras de roletes livres possuem rolos cilíndricos paralelos fixados em um suporte de sustentação. Esses rolos movimentam os produtos sobre eles.
As esteiras transportadoras de roletes livres podem funcionar de forma mecânica ou manual.
Sua utilização mais comum é horizontalmente com laterais ajustáveis, mas podem ter inclinações ou curvas, dependendo da necessidade do cliente e/ou layout desejado.
Ideal para transporte de caixas e fardos.
• Motorizadas
As esteiras transportadoras motorizadas oferecem um deslocamento mais rápido de produtos, por possuírem motores que facilitam o transporte de produtos sob ela. Reduzindo a necessidade de mão de obra e tráfego de empilhadeiras, fazendo com que a operação seja mais limpa, segura e eficiente.
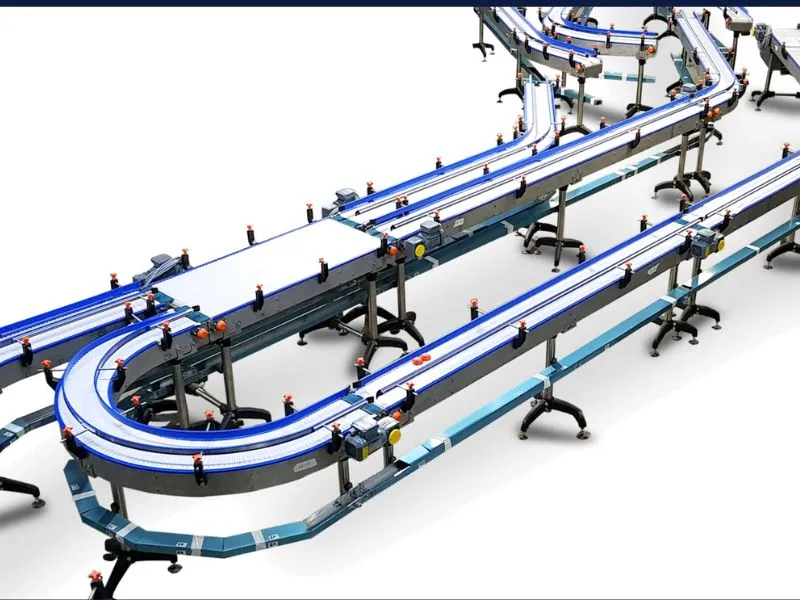
• Transportadoras curvas
Esse modelo é ideal para ser utilizado em ambientes fabris, que possuam interferências ou necessidade de desvios durante a produção, por isso as curvas são fundamentais para a movimentação de produtos de um processo para o outro. As esteiras transportadoras curvas podem ser fabricadas em roletes, correntes ou manta.
• Lona
As esteiras transportadoras de lona são indicadas para o transporte de produtos como grãos e farelos. São fabricadas em PVC, ou borracha, são indicadas para o transporte de cargas de qualquer tipo ou volume, mesmo aqueles líquidos ou úmidos.
Esse modelo possui roletes laterais inclinados, o que garante a movimentação eficiente e segura de produtos a granel.
Quais as vantagens das esteiras transportadoras?
As esteiras transportadoras são equipamentos projetados para otimizar o transporte de materiais entre setores de forma ágil e produtiva.
Por serem versáteis, as esteiras transportadoras podem facilitar a distribuição de carga em armazéns e estoques, ou fornecer matéria-prima e peças para linhas de produção e montagem. Todo material pode ser movimentado de forma manual ou motorizada.
Dentre as diversas vantagens das esteiras transportadoras, podemos destacar:
Agilidade de movimentação
Qualquer tipo de produto pode ser movimentado de um setor a outro com muito mais agilidade. O tempo de manuseio e transporte de materiais diminui consideravelmente quando realizado por uma esteira transportadora, otimizando a operação.
Eficiência e produtividade
Além de agilizar o transporte manual, com as esteiras transportadoras é possível mapear as atividades e estabelecer processos de trabalho com posicionamento estratégico do pessoal.